扭力梁双面铣削组合机床


产品介绍
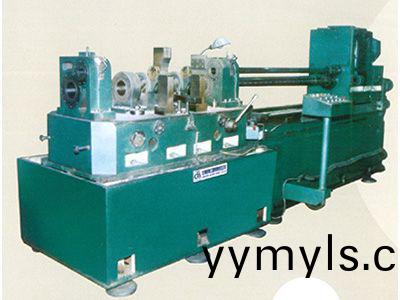
扭力梁双面铣削组合机床,本机床是用来加工扭转梁两个后轮毂支架的端面,保证其前束角及内倾角的角度。此项目为交钥匙工程。生产节拍T=1.5min/件(包括手工装卸件及自动加工时间)。
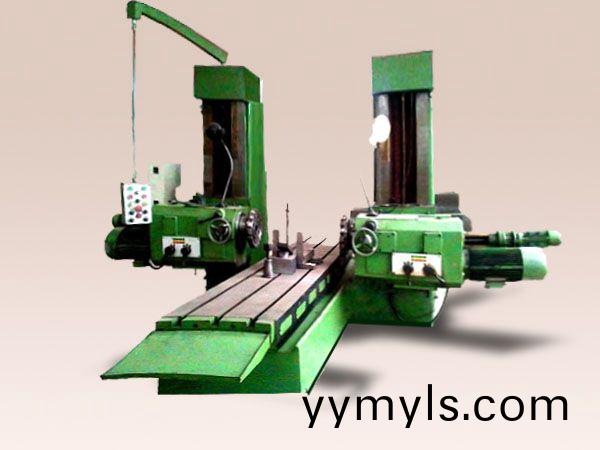
机床为卧式双面布置,由一个中间底座和两个侧底座组成。中间为一中间底座,中间底座上放置一套液压夹具,两边各布置一侧底座,侧底座上各放置一机械滑台,滑台放置成与工件线成一前束角角度,该角度可调。滑台上放置1TX32-II型铣削头,铣削头成一内倾角角度放置,该角度可调。
液压夹具与中间底座采用定位销定位,螺栓连接分体结构,夹具与底座装卸方便、定位可靠,夹具与底座连接的重复定位精度在0.05mm。定位销位置尺寸在±0.02公差范围内。
工件定位夹紧后,夹具不动,两端滑台铣削头移动完成对工件的加工。
设备控制系统设有手动控制及自动控制两种,各动作步骤可通过手动控制实现单独动作。
加工方式为干式加工,刀具加工时不加冷却液。
机床采用半封闭钢板防护,保证铁屑不落地,并设有自动排屑装置,将铁屑自动排到接屑小车内。
机床底部配有整体托盘,便于残余油的收集。
机床电器柜之间的走线采用桥架防护。